Tel: 13714251660 | QQ: 191919168





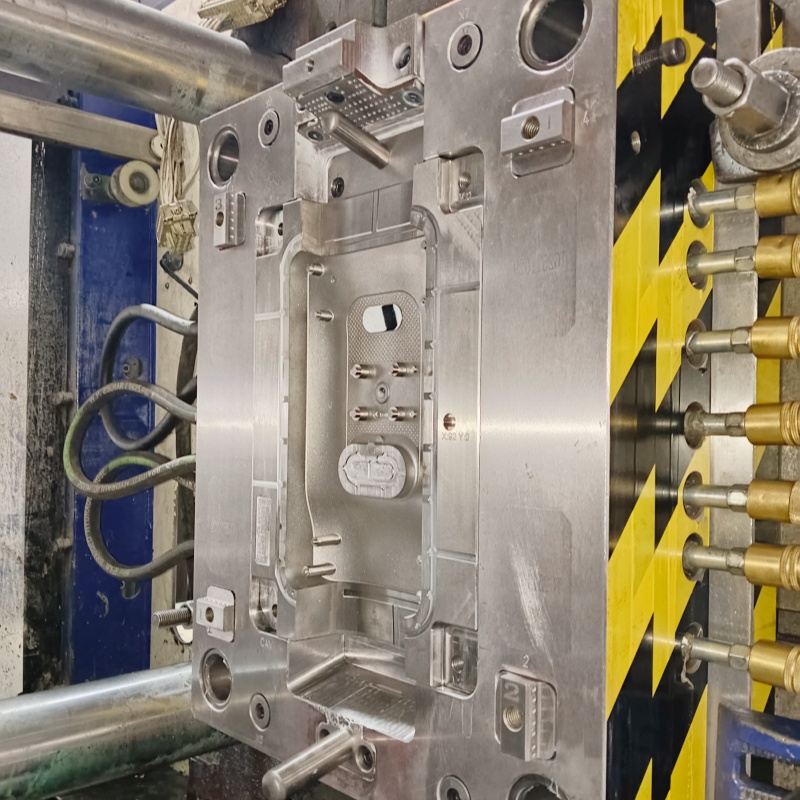
Over-Molded Injection Mold
Description du moule
|
Nom
|
Moule à induction plastique |
| Matériau du moule | P20, NAK80, SKD11, S316, S50C,S45C,718H,718 ,1.2344, Per customer's requirement |
| Base du moule | LKM, HASCO, DME or Per customer's requirement |
| Type de moule en plastique | 3-moule à plaque,2-moule à plaque |
| Cavité | Simple/Multi cavité ,1*1,1+1,1*2,1+1+1,etc |
| Position de la porte | Porte du ventilateur,Sous-porte,Porte à point d’épingle,Vanne à canal chaud,Ouvrez Nozzel |
| Système d’éjection | Plaque de décapage,Lifter,Barre de poussée,Goupille d’éjection, etc. |
| Coureur | Type chaud/froid |
| Matériau en résine plastique | ABS+PC,PEHD, PP, nylon, REGARDER, PEBD, ABS, styrène, acrylique, acétal, PE, PTFE, PEI, et PES |
| Durée de vie du moule | 300,000-500,000-1,000,000 Coups |
| Delai | 25-35 jours après la réception du dépôt et l’approbation de la conception du moule par le client |
| Spécification | Suivez le dessin final en 3D |
| Détails de l’emballage |
Revêtement avec un film antirouille et emballé avec une caisse en bois
|
Détails de la production des pièces
| Matériau du produit | ABS,COMME,PP,PPS,PC,PE,POM,Le PMMA,PS,PEHD,TPE,TPU, etc. |
| Finition de surface | Finition de polissage,Finition texturée,Finition brillante,Peinture,Imprimé Slik,Peinture en caoutchouc, etc. |
| MOQ | 500 PC |
| Détails de l’emballage | Carton box or wooden Case upon product weight and customer's requirements. |
| Livraison | Par voie maritime ,En train ,ou par voie aérienne selon les besoins du client |
| Pays d’exportation | Janpan,Europe,ÉTATS-UNIS,Mexique,Australie,Moyen-Orient,Corée,l’Asie, etc. |
| Typique utilisé pour | Boîtiers, Conteneurs, Casquettes, raccords,y compris comme ci-dessous Boîtier d’outil électrique, Rasoirs jetables, Interrupteurs électriques,Caisses/Boîtes de recyclageTableaux de bord automobiles,Meubles de télévision,Unités d’inhalation de drogues,Pare-chocs automobiles,Poubelles à roulettes ,Seringues,Combinés téléphoniques ,Bols à vaisselle,Les DVD,Couvercles/fermetures de bouteilles,Boîtiers de batterie |
| Gamme de marchés | Électronique grand public,Produits industriels, , Traitement des aliments, aviation, Joints/joints d’étanchéité, éclairage, emballage, filtre,Santé, télécommunication, mécanique, traitement de l’eau, appareil, récréation,pelouse et jardin, éducatif, Pétrole et gaz, gouvernement, construction,plomberie, surveillance, Pompes, marin, Moteurs, Engrenages, Étiquettes RFID, électronique,et fixations. |
- Description
Over-Molded Injection Mold Technology: Principles, Process, and Applications
Over-molding is a highly versatile and widely used technique in injection molding that enables the production of multi-material components in a single or multi-step process. In this method, a secondary material—often softer or more flexible—is molded over a primary substrate or component to create integrated, functional, and aesthetically enhanced parts. Over-molded injection mold technology has become essential in industries ranging from consumer electronics and automotive to medical devices and packaging, allowing manufacturers to combine different materials, textures, and functionalities in one finished product.
This article explores the principles, process, materials, advantages, applications, and quality considerations of over-molded injection mold technology.
1. Introduction to Over-Molding
Over-molding is an advanced injection molding technique where two or more materials are combined in a single molded component. Typically, the base or substrate is molded first, then placed in a secondary mold cavity where an additional material is injected around, onto, or inside the existing component.
The primary goals of over-molding in injection mold technology include:
- Creating functional parts with integrated soft-touch or protective surfaces.
- Improving ergonomics, grip, and user comfort in hand-held devices.
- Reducing assembly steps by combining multiple materials in one part.
- Enhancing aesthetic appeal with contrasting colors, textures, or finishes.
Over-molding allows the seamless combination of rigid and flexible materials, such as plastics, elastomers, and silicone, into a single, unified component.
2. Materials Used in Over-Molding
Material selection is critical in over-molded injection molding, as compatibility between the substrate and over-molded material determines adhesion, durability, and part performance.
2.1 Substrate Materials
The substrate is the first material molded and serves as the base for the over-mold. Common materials include:
- ABS (Acrylonitrile Butadiene Styrene): Strong, rigid, and widely used in electronics and automotive parts.
- Polycarbonate (PC): Offers high impact resistance, ideal for protective housings.
- Nylon (PA): Durable and wear-resistant, suitable for mechanical components.
- Polypropylene (PP): Lightweight and chemically resistant, often used in packaging or flexible housings.
2.2 Over-Mold Materials
The over-mold material is typically softer or more flexible than the substrate, providing comfort, protection, or grip:
- Thermoplastic Elastomers (TPE): Flexible, durable, and soft-touch, commonly used for handles, grips, and buttons.
- Silicone Rubber: Biocompatible and heat-resistant, ideal for medical or consumer products.
- Polyurethane (PU): High elasticity, used for protective layers or anti-slip coatings.
Material compatibility is essential; the over-mold must chemically and mechanically bond to the substrate without causing delamination or warping.
3. Over-Molding Process
The over-molding process involves multiple steps that must be carefully controlled to achieve high-quality, durable components.
3.1 Substrate Injection
The process begins by molding the base component using standard injection molding techniques. The substrate must be dimensionally accurate and fully cooled before over-molding to ensure proper adhesion and alignment.
3.2 Transfer or Secondary Mold Setup
The substrate is either:
- Transferred manually or automatically into a second mold cavity designed for over-molding, or
- Positioned within a multi-shot mold, where the mold contains multiple cavities for sequential injection of different materials.
3.3 Over-Molding Injection
The secondary material is injected over or around the substrate:
- Temperature and pressure are controlled to prevent deformation of the base.
- Flow patterns are optimized to ensure complete coverage and minimize air traps or voids.
- The bond between the substrate and over-molded material forms both mechanically and chemically.
3.4 Cooling and Part Ejection
After injection, the component is cooled in the mold to solidify both the substrate and the over-mold. Proper cooling prevents warping or shrinkage. The finished part is then ejected, ready for inspection, assembly, or post-processing.
4. Advantages of Over-Molding
Over-molded injection mold technology offers several advantages for manufacturers and end-users:
4.1 Enhanced Ergonomics
Soft-touch or flexible over-mold layers improve grip and comfort in hand-held products, such as power tools, remote controls, and handles.
4.2 Reduced Assembly Steps
Multiple components or materials are combined in a single molding process, reducing labor, assembly errors, and production time.
4.3 Aesthetic Flexibility
Over-molding allows the integration of multiple colors, textures, or surface finishes in a single component, enhancing visual appeal.
4.4 Functional Improvements
Over-molded layers provide protection against impact, vibration, moisture, or chemical exposure. They can also offer electrical insulation or noise damping in electronic devices.
4.5 Cost Efficiency
While over-mold tooling may require higher initial investment, the reduction in secondary assembly operations and part handling lowers overall production costs.
5. Applications of Over-Molded Injection Mold Technology
Surmoulage is widely applied across multiple industries:
5.1 Électronique grand public
- Phone cases with rigid cores and soft-touch over-molded surfaces.
- Buttons, grips, and protective layers for laptops, gaming controllers, and headphones.
5.2 Dispositifs médicaux
- Syringe grips, surgical instruments, or diagnostic device housings with biocompatible soft-touch layers.
- Flexible seals or gaskets integrated into medical enclosures.
5.3 Automotive
- Steering wheel components, gear shift knobs, and pedals with soft-touch or anti-slip surfaces.
- Protective or ergonomic panels with integrated TPE coatings.
5.4 Industrial and Packaging Products
- Handles, tool grips, and protective covers.
- Seals, gaskets, and functional overlays integrated into single molded parts.
6. Quality Assurance in Over-Molding
Quality control is critical in over-molded injection mold technology, as defects can compromise function, safety, or aesthetics.
6.1 Visual Inspection
- Check for misalignment, incomplete coverage, surface defects, or color variations.
- Ensure smooth transitions between the substrate and over-molded layer.
6.2 Dimensional Accuracy
- Measure critical dimensions to verify proper fit with mating parts or enclosures.
- Ensure the over-mold thickness meets design specifications.
6.3 Bond Integrity Testing
- Test adhesion strength between substrate and over-molded material.
- Conduct peel, pull, or flex tests to prevent delamination during use.
6.4 Process Monitoring
- Control injection temperatures, pressures, and cooling times for consistency.
- Statistical process control (SPC) can detect deviations and maintain high-quality output.
7. Design Considerations for Over-Molded Parts
Successful over-molded injection molding requires careful part and mold design:
- Material compatibility: Ensure chemical and mechanical bonding between materials.
- Draft angles and wall thickness: Facilitate ejection without deforming the over-mold.
- Ribs and supports: Provide structural strength and prevent warping.
- Gate location: Optimized for uniform flow and minimal air traps.
- Multi-shot mold coordination: In multi-material molds, sequence and timing must be precise to prevent defects.
8. Conclusion
Over-molded injection mold technology provides manufacturers with a powerful method for producing high-quality, multi-material components efficiently. By combining a rigid substrate with a flexible or functional over-mold layer, designers can enhance ergonomics, aesthetics, durability, and functionality in a single part.
Advantages of over-molding include reduced assembly steps, enhanced user comfort, functional improvements, and cost efficiency. The technology is widely applied in consumer electronics, automotive components, medical devices, and industrial products.
Critical factors for successful over-molded injection molding include material selection, mold design, process control, and rigorous quality assurance. When implemented correctly, over-molding delivers durable, visually appealing, and functionally enhanced components that meet the demanding requirements of modern industries.
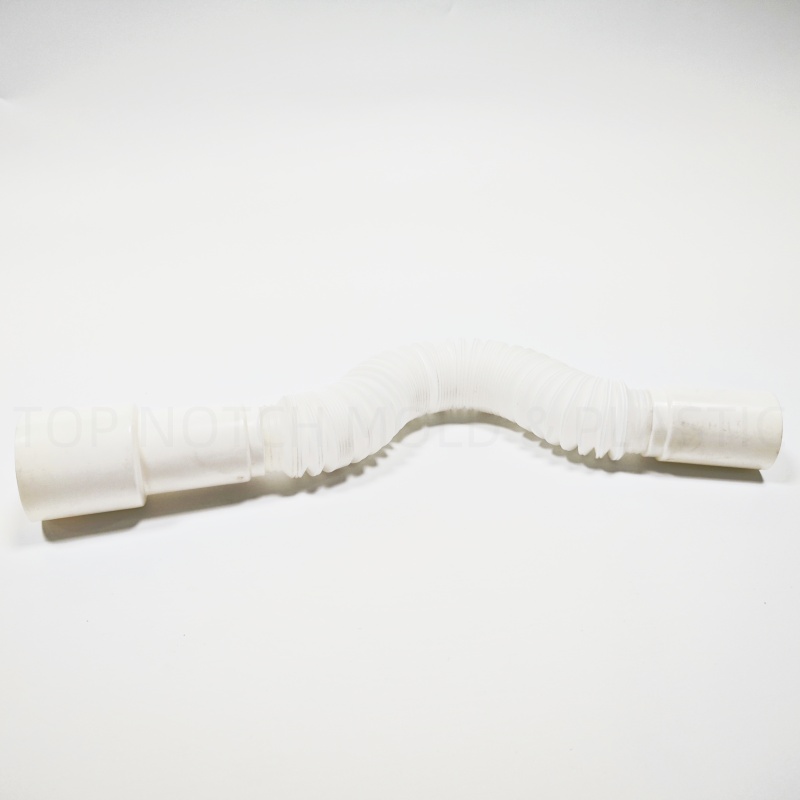
Photos de pièces en plastique, Électronique grand public Moulage par injection plastique, Moule d’injection d’écouteurs tour de cou, tour de cou écouteurs moule en plastique, Écouteurs tour de cou, moules de casque Bluetooth pour le cou, moule en plastique, moule d’injection plastique
ENVOYER UNE DEMANDE
Produits connexes




© 2025 www.tpi-mould.com. All rights reserved by Top Notch Mold & Tool Co'Ltd
Alimenté par Wpboss
