Tel: 13714251660 | QQ: 191919168






Pièces de rechange et composants de moule d’injection
Description du moule
|
Nom
|
Moule à induction plastique |
| Matériau du moule | P20, NAK80, SKD11, S316, S50C,S45C,718H,718 ,1.2344, Per customer's requirement |
| Base du moule | LKM, HASCO, DME or Per customer's requirement |
| Type de moule en plastique | 3-moule à plaque,2-moule à plaque |
| Cavité | Simple/Multi cavité ,1*1,1+1,1*2,1+1+1,etc |
| Position de la porte | Porte du ventilateur,Sous-porte,Porte à point d’épingle,Vanne à canal chaud,Ouvrez Nozzel |
| Système d’éjection | Plaque de décapage,Lifter,Barre de poussée,Goupille d’éjection, etc. |
| Coureur | Type chaud/froid |
| Matériau en résine plastique | ABS+PC,PEHD, PP, nylon, REGARDER, PEBD, ABS, styrène, acrylique, acétal, PE, PTFE, PEI, et PES |
| Durée de vie du moule | 300,000-500,000-1,000,000 Coups |
| Delai | 25-35 jours après la réception du dépôt et l’approbation de la conception du moule par le client |
| Spécification | Suivez le dessin final en 3D |
| Détails de l’emballage |
Revêtement avec un film antirouille et emballé avec une caisse en bois
|
Détails de la production des pièces
| Matériau du produit | ABS,COMME,PP,PPS,PC,PE,POM,Le PMMA,PS,PEHD,TPE,TPU, etc. |
| Finition de surface | Finition de polissage,Finition texturée,Finition brillante,Peinture,Imprimé Slik,Peinture en caoutchouc, etc. |
| MOQ | 500 PC |
| Détails de l’emballage | Carton box or wooden Case upon product weight and customer's requirements. |
| Livraison | Par voie maritime ,En train ,ou par voie aérienne selon les besoins du client |
| Pays d’exportation | Janpan,Europe,ÉTATS-UNIS,Mexique,Australie,Moyen-Orient,Corée,l’Asie, etc. |
| Typique utilisé pour | Boîtiers, Conteneurs, Casquettes, raccords,y compris comme ci-dessous Boîtier d’outil électrique, Rasoirs jetables, Interrupteurs électriques,Caisses/Boîtes de recyclageTableaux de bord automobiles,Meubles de télévision,Unités d’inhalation de drogues,Pare-chocs automobiles,Poubelles à roulettes ,Seringues,Combinés téléphoniques ,Bols à vaisselle,Les DVD,Couvercles/fermetures de bouteilles,Boîtiers de batterie |
| Gamme de marchés | Électronique grand public,Produits industriels, , Traitement des aliments, aviation, Joints/joints d’étanchéité, éclairage, emballage, filtre,Santé, télécommunication, mécanique, traitement de l’eau, appareil, récréation,pelouse et jardin, éducatif, Pétrole et gaz, gouvernement, construction,plomberie, surveillance, Pompes, marin, Moteurs, Engrenages, Étiquettes RFID, électronique,et fixations. |
- Description
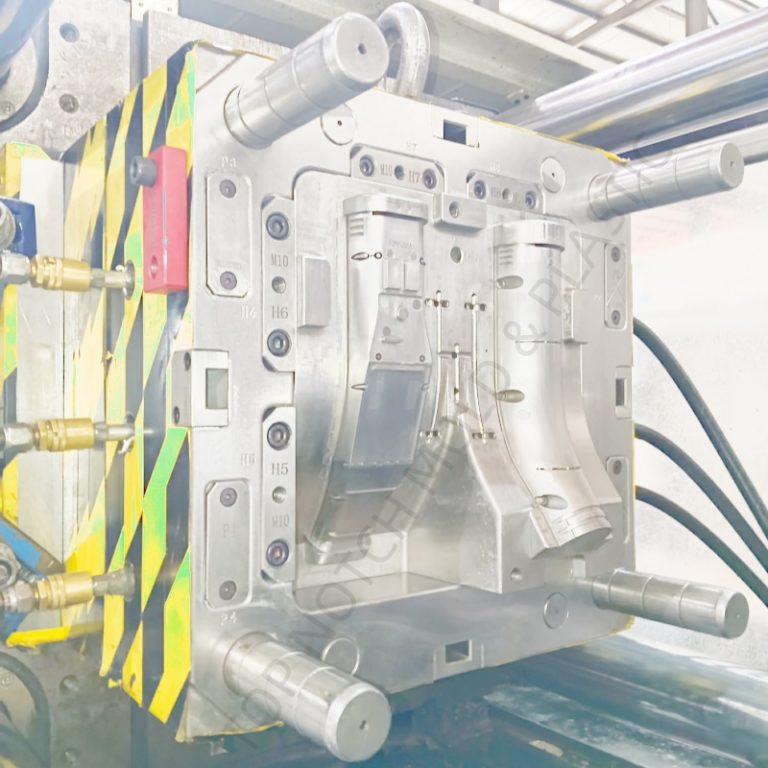
Pièces de rechange et composants de moule d’injection: Function, Materials, and Importance
Injection molding is a highly precise manufacturing process, and the quality, performance, and durability of an injection mold largely depend on its components. While the mold as a whole determines the shape and accuracy of plastic parts, spare parts such as slides, inserts, Sous-inserts, Cavité et noyau, Poussoirs, core pins, and screw products are critical for ensuring consistent production, maintaining dimensional accuracy, and prolonging mold life. Understanding these components, their functions, and the materials used in their fabrication is essential for manufacturers, engineers, and tool makers.
1. Slides
Slides are movable components in an injection mold that allow for the molding of undercuts, side holes, or complex geometries that cannot be achieved with simple straight-pull molds. They move in and out of the mold cavity during the injection cycle, often guided by pins, rails, or cams.
Function:
- Facilitate the creation of side features or undercuts.
- Ensure proper ejection of complex parts without damage.
- Reduce the need for post-processing or secondary operations.
Materials Used:
Slides are typically made from high-hardness, wear-resistant steels to endure repeated cycles under high pressure. Common materials include S136H, 1.2344, SKD61, and DC53. These materials offer excellent polishability, high hardness, and corrosion resistance, which are crucial for producing high-quality molded parts with fine surface finishes.
2. Inserts and Sub-Inserts
Inserts are detachable mold components that form specific features of the molded part. Sub-inserts are smaller components fitted inside the main insert to provide additional functionality or allow for replacement without machining the entire mold.
Function:
- Enable flexibility in mold design, allowing multiple part variations with a single mold.
- Reduce repair costs by replacing only the insert rather than the whole mold.
- Improve cooling efficiency when designed with proper channels.
Materials Used:
Inserts and sub-inserts are made from wear-resistant and corrosion-resistant steels such as S136H, 1.2344, 738H, SKD11, and DC53. These materials maintain dimensional stability under high temperatures and resist corrosion from plastic materials, which may contain fillers or additives.
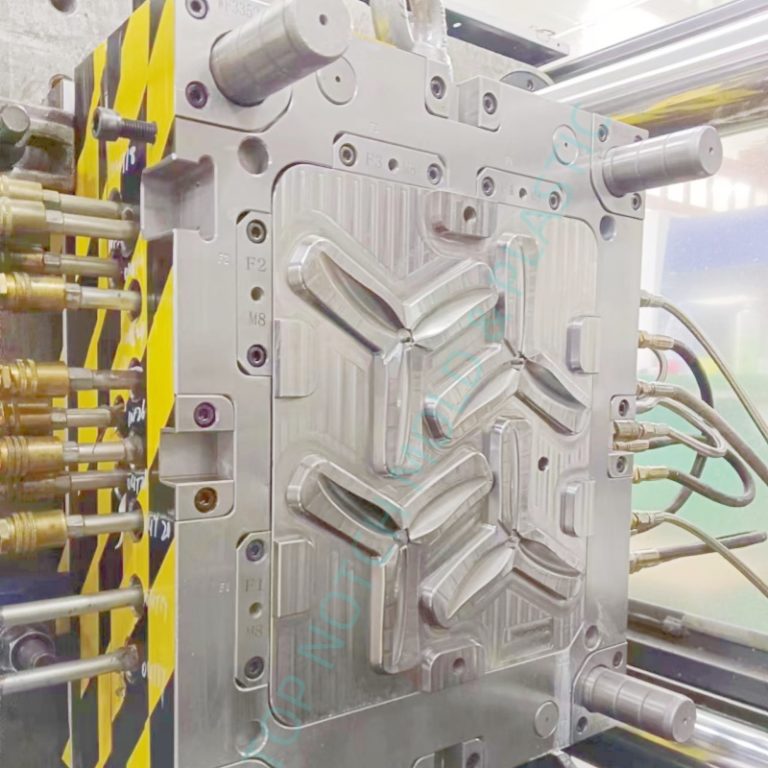
3. Cavity and Core
The cavity is the hollow portion of the mold that shapes the exterior of the part, while the core forms the internal features. Together, they define the geometry and surface finish of the molded product.
Function:
- Cavity and core provide the precise dimensions of the molded part.
- They withstand high injection pressure and repeated thermal cycles.
- Often designed with cooling channels to control mold temperature and reduce cycle time.
Materials Used:
Cavity and core components require steels with high hardness, toughness, and thermal conductivity. S136H, 1.2344, 738H, SKD61, DC53, and SKH51 are widely used. These materials offer excellent polishability, fatigue resistance, and dimensional stability during repeated injection cycles.
4. Poussoirs
Lifters are mechanisms integrated into molds to facilitate the ejection of parts with complex geometries, especially those with side holes or deep undercuts. They move at an angle during mold opening, pushing the molded part away from the mold surface.
Function:
- Enable the release of parts that would otherwise be trapped by the mold.
- Prevent part deformation or damage during ejection.
- Increase the mold’s versatility for complex designs.
Materials Used:
Lifters are typically made from wear-resistant steels such as SKD11, SKD61, S136H, or DC53. These steels can withstand repeated movement under high load and resist surface wear from friction.
5. Goupilles de noyau
Core pins are cylindrical or shaped components that form holes, slots, or recesses in molded parts. They are critical in producing hollow sections, mounting points, or threaded features.
Function:
- Create precise internal geometries.
- Ensure accurate alignment and consistency of features.
- Can be removable or fixed depending on mold design.
Materials Used:
Core pins are often made from SKD11, 738H, SKD61, or SUS440C stainless steel. Materials are selected for hardness, corrosion resistance, and dimensional stability to ensure precision and longevity.
6. Screw Products
Screws are used in molds to hold components together or allow adjustable movement for inserts, Poussoirs, or slides. They are critical for assembly, maintenance, and fine-tuning of molds.
Function:
- Secure mold components reliably.
- Allow fine adjustments to maintain precise tolerances.
- Support mold maintenance by enabling component replacement.
Materials Used:
Screw products are typically manufactured from corrosion-resistant and high-strength steels like SUS440C, SUJ2, or SKH51 to ensure durability and resistance to wear from repeated tightening and thermal cycles.
Materials for Mold Components
Injection mold components must endure extreme conditions, including high injection pressures, thermal cycles, and friction with molten plastics. Commonly used materials include:
- S136H: A high-quality stainless steel with excellent polishability and corrosion resistance, ideal for cosmetic parts.
- 1.2344 (H13): A hot-work tool steel with good toughness and thermal fatigue resistance.
- 738H: Wear-resistant steel with high hardness and stability for high-volume production.
- SKD11: Cold-work steel suitable for core and cavity components requiring abrasion resistance.
- DC53: High-hardness steel with excellent polishability and fatigue resistance.
- SKD61: Hot-work tool steel with high thermal conductivity and toughness, often used in cores and inserts.
- FDAC: Stainless steel suitable for corrosion resistance in molds used with reactive plastics.
- SUJ2: Bearing steel used in precision parts like pins and sliding components.
- SUS440C: Stainless steel with high hardness and corrosion resistance, often used in lifters and screws.
- SKH51: High-speed steel used for cutting tools or specialized mold components requiring wear resistance.
Conclusion
Spare parts in injection molds—slides, inserts, Sous-inserts, Cavité et noyau, Poussoirs, core pins, and screws—play an essential role in achieving high-quality, precise, and durable plastic parts. Each component contributes to the mold’s functionality, longevity, and flexibility, enabling manufacturers to produce complex geometries, maintain tight tolerances, and optimize production efficiency.
Selecting the right materials, such as S136H, 1.2344, 738H, SKD11, DC53, SKD61, FDAC, SUJ2, SUS440C, and SKH51, ensures that these components withstand high injection pressures, repeated thermal cycles, and abrasive wear. Proper material selection combined with precision machining and strict quality control guarantees that injection molds perform reliably for high-volume production, ultimately delivering superior quality to customers.
For mold makers, tool makers, and manufacturers, understanding these components and materials is essential for designing efficient molds, reducing maintenance costs, and ensuring that every plastic part meets or exceeds customer expectations. By prioritizing high-quality mold components, companies can strengthen their reputation, minimize defects, and achieve consistent production results, which are critical for success in the competitive global market.
Moule d’injection, Pièces de rechange / Composants des moules d’injection Moulage par injection plastique, Moule d’injection d’écouteurs tour de cou, tour de cou écouteurs moule en plastique, Écouteurs tour de cou, moules de casque Bluetooth pour le cou, moule en plastique, moule d’injection plastique
ENVOYER UNE DEMANDE
Produits connexes


© 2025 www.tpi-mould.com. All rights reserved by Top Notch Mold & Tool Co'Ltd
Alimenté par Wpboss
